



FAQ’s
Rupture Disk Fundamentals
What is a rupture disk?
A rupture disk is a safety device. More precisely, a rupture disk is a pressure relief safety device, custom-designed to break reliably at a precisely defined pressure level. It is designed to protect any pressurized system within a facility, along with its personnel and equipment, from unplanned or unexpected over-pressure situations. Over-pressure, in a worst-case scenario, can result in an explosion. Rupture disks are simple and fail-safe. Generally, they are one-time use devices made of metal or graphite with a thin diaphragm, designed to rupture (or burst) at a designated pressure. Each disk design relies on the tensile properties of the foil to control the bursting pressure. Disks can either be positive, forward-acting or vacuum, reverse-buckling, and can be engineered to work in both gas and liquid (compressible vs incompressible) service. Although commonly manufactured in disk form, these devices are also manufactured as rectangular vent panels or explosion panels.
Why use a rupture disk?
First and foremost, a rupture disk is used for safety and protection of equipment, plants and personnel. Pressure and pressurized systems are all around us. An overpressure situation can be extremely dangerous. The main objective is to protect and at the same time, minimize any downtime of the system. Rupture disks are passive devices with no moving parts and provide leak-tight seals. They are highly reliable, and available in a wide range of materials, including those that are corrosion-resistant. Rupture disks are a time-tested safety product that are effective, low-cost and are also extremely fast acting, typically going from closed to fully open in less than three milliseconds. Comparatively speaking, rupture disks are very inexpensive compared to pressure relief valves (also known as a safety relief valve). A pressure relief valve is a reclosing device. Valves can leak but rupture disks are generally leak-tight. There are some situations where a relief valve is the preferable choice, for example, in a processing or continuous situation which does not allow for downtime for service or replacement. Disks can be used in sequence with pressure relief valves, either below or in front of the valve.
How does a rupture disk work?
A rupture disk is a differential pressure device. Differential pressure means the pressure on one side of a disk is either higher or lower than the other side. A proper rupture disk assembly creates an impermeable barrier in a pressurized system, which bursts or opens when the differential in pressure across it reaches a designated level. A simple way to explain what a rupture disk does is to understand that a rupture disk is to a pressurized system what a fuse is to an electrical system. The media in a pressurized system can be liquid or gas , Designed to be the weak point in the system, as the internal pressure increases, the membrane of the rupture disk weakens because it is thinner, and therefore, weaker, than the vessel wall, eventually failing by bursting, which releases the pressure and therefore protects the integrity of the system
What’s the difference between a forward and reverse-acting disk?
The common characteristic of forward acting disks is that the foil is placed in tension when exposed to the system pressure. Burst is initiated when the tensile properties of the foil are overcome by system pressure. For this reason, they are also known as ‘tension-loaded’ disks. There are several variations of forward acting designs available that are tweaked to offer better cycle resistance, burst control, or which limit disk fragmentation. The common characteristic of reverse-acting, or ‘compression loaded’ disks, is that the foil is place in compression when exposed to system pressure. The foil is factory pre-bulged into a dome shape and installed with the system pressure acting on the convex side of the dome. Burst is initiated when the disk dome is overcome by the system pressure and collapses, opening along the scores in the foil, shear rings, or knife blades. Again, there are several variations of reverse acting designs available that are tweaked to offer increased pressure range, tighter burst control or for compressible or incompressible service. It should be noted that compression loading of the reverse acting disk allows the highest cycle life at operating pressure up to 95% of the marked burst pressure, without increasing fatigue or nuisance bursts. Extra care should be taken when selecting reverse-acting disks, as some designs are not fail-safe. Incorrect selection or installation can lead to a dangerous situation. Reverse acting disks tend to be more susceptible to damage and are typically designed for either gas or liquid service. The choice to purchase a forward or reverse acting disk is a process of elimination and depends on a number of criteria, both common and unique to each system’s requirements. For example, vessel MAWP, or maximum allowable working pressure, specified burst pressure, rupture tolerance, operating ratio, etc. as well as the process used in the facility.
Do all rupture disks require a holder?
Not all rupture disks require a holder. Most graphite disks are holder-less and some metal disks fit directly between companion flanges. Most holder-less rupture disks are designed for low pressure applications, as higher pressure disks work more consistently when held in place by a holder. The holder ensures the critical geometry around the transition radius of the disk is well controlled. The holder also protects the disks during installation in some instances.
Can a damaged forward-acting disk still be installed?
A disk that has sustained any kind of damage to either the disk itself or the holder should never be installed. Such damage might cause the disk to burst low or prematurely, not open correctly, or perhaps leak. Although forward acting disks tend to be less impacted by damage than reverse acting disks, with so many potential issues, it’s not economical or safe to install a suspect part. All manufacturers will offer practical advice and support regarding any concerns regarding their disks.
What is a fragmenting design in a rupture disk?
A fragmenting disk is one which has parts that will separate or break apart on burst. If fragmentation is acceptable, the rupture disk can be purchased more economically. Non-fragmenting disks are available in most sizes and pressures, but are more expensive as they are more difficult to manufacture.
What does a fail-safe disk mean?
A fail-safe disk is designed to burst as rated, or lower than the rated pressure when there is any issue with the installation or pre-existing damage to the disk. Not all disks are fail-safe, for example, reverse acting disks or disks that include vacuum supports. It’s essential that anyone installing rupture disks understand the importance of correct installation. Most manufacturers offer assistance and training for plant personnel.
What temperature should be used to identify specified burst pressure?
The specified burst temperature is the same temperature that the disk will see upon burst in the field. In general, rupture disks will open at a lower pressure at higher temperatures. This is a function of the properties of the material – the disk membrane material becomes weaker at elevated temperatures. The process engineer should look at the temperature the disk will see in a burst scenario. The safest course is to rate the disk at the lowest likely burst temperature, knowing it will burst lower (safely) if it sees high temperature.
Do all rupture disks work in both gas and liquid applications?
Not all disks will work in both liquid & gas applications. Each manufacturer will offer models suitable for gas, liquid or both. But not all designs will work in all types of service. A gas burst poses significantly more challenges to rupture disk engineers as it is much more violent than a liquid burst. Some reverse acting designs require the expanding energy of escaping gas service to ‘drive’ the disk open and supply the proper MNFA during a burst event.
Are there pressure or temperature limitations to rupture disks?
There are burst pressure and temperature limitations for rupture disks and the effect of temperature on disk materials have to be taken into account during the disk selection process. Both metal and graphite have absolute min max ranges that need to be taken into account when selecting disks. Generally, the higher the temperature, the lower the burst pressure and vice versa.
How do I know which is the best rupture disk (bursting disc) design for my particular application?
Unless you are rupture disk (bursting disc) “literate” we recommend you contact our factory-trained sales representatives or the factory for assistance. We will require complete operating conditions the disk will be exposed to in order to recommend the proper rupture disk (bursting disc) design. ZOOK offers “no charge” engineering and technical seminars to educated personnel on rupture disk (bursting disc) technology and disk selection.
What is a “reverse-buckling” rupture disk?
Also called a “compression-loaded” rupture disk (bursting disc), a “reverse-buckling” rupture disk (bursting disc) is one which is installed with the crown of the disk (convex side) facing the system pressure.
What are the advantages of reverse-buckling rupture disks (bursting discs)?
Be careful, NOT ALL REVERSE BUCKLING RUPTURE DISK (BURSTING DISC) DESIGNS ARE EQUAL; accordingly the user should verify the attributes of the specific disk design to insure it will provide the service life and safety required. Typically reverse-buckling rupture disks (bursting discs) are significantly more service-durable than forward-acting (tension-loaded) rupture disks (bursting discs). Most have a maximum operating pressure of 90% (can be exposed to system pressure up to 90% of their marked burst pressure). Almost all reverse-buckling rupture disks (bursting discs) are designed for non-fragmentation which makes them most ideally suited for isolation of relief valves from the process environment.
What is a pre-torqued holder?
Modern rupture disk (bursting disc) holders are designed with integral pre-torque bolts that allow the disk to be installed in the convenience of the maintenance or instrument shop prior to field installation with the recommended torque load to ensure proper engagement of the “bite” type seal. Once assembled, the device can be installed in the field where the additional load of the companion flange bolting provides for complete functionality of the device. In addition, pre-torque assemblies allow for the removal of the assembly from the piping system for inspection and reinstallation without disturbing the seal integrity. Fluoropolmer coated bolts are standard to provide corrosion resistance and much lower frictional coefficient.
What is a “tel-tale” indicator?
When a rupture disk (bursting disc) is used to isolate a relief valve from the process environment, the ASME Code requires the cavity between the rupture disk (bursting disc) and the valve seat to be monitored. Since a rupture disk (bursting disc) is a “differential” pressure relief device, any pressure in the cavity between the rupture disk (bursting disc) and the relief valve seat will act to elevate the burst pressure of the rupture disk (bursting disc). A “tel-tale” assembly is a method to satisfy this Code requirement. Other methods may also be used to fulfill this requirement. (See ASME Code)
Rupture Disk Characteristics
When using lined disks, do the burst test results include the liner?
Manufacturers test representative samples of the disks ordered by the customer. So, if the disk is ordered with a Teflon® liner, the burst testing of the disk is done with the liner in place. The same applies for any other accessory parts which have the potential to affect the disk opening, for example, a burst indicator.
Does a Teflon® liner add to the burst pressure of the disk?
This depends on the type of rupture disk (bursting disc) and pressure.
What is a temperature shield?
A temperature shield is a non pressure retaining perforated metal component installed between the disk and the process that can reduce the temperature at the disk as much as 50%. The shield is typically installed between standard flanges as far below the disk as possible and has limited dampening characteristics that can reduce the magnitude of system pressure spikes.
Why does my rupture disk finish – color or sheen – look different from my last order?
To reach desired burst pressures, sometimes the metal must be stress relieved. This leaves the rupture disk with a dull finish instead of a bright finish. Rest assured, this finish is purely aesthetic, as all production and QA burst testing disks are performed in this condition. While not common, this is most likely seen with the ZOOK PB Series Rupture Disk.
Rupture Disk Applications
What is a vacuum support for a rupture disk and how does it work?
Vacuum is a common process condition. Since a rupture disk is a differential device, vacuum represents a reverse pressure differential. Most high-performance disks can handle vacuum by nature of their design, without the addition of a vacuum support. However, where this is not the case, the vacuum support will support the disk membrane under vacuum. In many cases, the vacuum support does not open with the disk, so the disk flow area will be reduced, and the disk’s Kr value is likely to be higher. Even an opening vacuum support is like to offer some restriction to the flow rate. Some modern designs have been developed that don’t require a vacuum support in order to withstand vacuum and reverse pressure.
Can a rupture disk cause any problems if integrated with a pressure relief valve?
Provided the rupture disk is correctly selected and specified for the application, the disk should not present any problems to a PRV (pressure relief valve). It will protect the valve until an over-pressure situation develops. However, it is critical to specify a non-fragmenting disk type for these applications, as a fragmenting disk could result in the valve being damaged, or even blocked, by the broken fragments.
Can a rupture disk be used as a vacuum breaker?
The short answer is – yes. Rupture disks react to a pressure differential so by fitting a suitably rated disk in an inverted, or reverse position, it will act as a vacuum breaker. It is also possible to engineer a single disk to open under vacuum as well as positive pressure. Such a disk is quite specialized but is a great solution for tank protection.
What is a pre-torque holder and can i change out a holder to pre-torque?
A pre-torque holder is equipped with high strength recessed cap screws, which hold the device together with enough clamping force to properly engage the bite into the disk material. Pre-torque assemblies dramatically increase the potential of a successful installation. They allow for removal, inspection and replacement of the complete assembly without disturbing the bite seal. If it is an existing installation, there is an existing face to face (height) dimension, so if a pre-torque holder will fit in the same space, then the insert holder can be replaced by a pre-torqued one.
Are sensors available that indicate a rupture disk (bursting disc) has burst?
Yes. Depending upon the style of disk selected, a wide variety of sensors (and sensor monitors!) are available. Additionally, ZOOK manufactures a special “leak detector sensor” to assist in determining if a rupture disk (bursting disc) is leaking due to improper installation, corrosion, or erosion.
Are all rupture disks (bursting discs) suited for both gas (vapor) and liquid service?
NO! Consult ZOOK catalog literature or contact your local factory-trained sales representative for specific service applications for which disks may be used. ZOOK does offer a broad scope of rupture disks (bursting discs) which are suitable to both gas and liquid applications.
At what temperature do you specify the rupture disk (bursting disc)?
Disks should be specified at the temperature at which the disk will be exposed to when it is required to rupture. ZOOK does elevated temperature testing to ensure the rupture disks (bursting discs) they provide will rupture at the customer’s specified pressure/temperature request.
Can I operate under vacuum?
In general, most tension-loaded or conventional style disks require a vacuum support to withstand full vacuum. Reverse buckling disks will “withstand” or (resist) full vacuum without the use of a vacuum support. Always consult the factory for specific model number confirmation.
I have an application, which seems to “blow” disks too often. Is there something I am doing wrong which would cause the disk to “blow”?
Certainly the condition of the disk and its proper installation may influence disk service life but quite commonly, the disk is being exposed to pressures that exceed the “maximum operating pressure” of the disk. Some disks are designed to be exposed to system pressures no more than 50% of the marked burst pressure of the disk. Others may be exposed to 90% of their marked burst pressure with only negligible metal fatigue. Exposing a disk to pressures in excess of their designed “maximum operating pressure” (expressed as a percent of the marked burst pressure) can dramatically reduce service life. Should you believe you are not getting the service life you need from your rupture disk (bursting disc), we would be pleased for the opportunity to diskuss your service environment and perhaps, recommend a disk design that would offer you longer service. Remember that proper installation can also significantly influence disk service life.
We always get into “Discussions” about the proper procedure for isolating relief valves with rupture disks. What is the “right” way?
We recommend the practices defined by the ASME Code and API. The rupture disk (bursting disc) and the relief valve should be “close coupled” (No intervening spool piece). The disk and relief valve should be set at the same nominal pressures. The cavity between the rupture disk (bursting disc) and the relief valve must be monitored to ensure there is no pressure in the cavity. Since rupture disks (bursting discs) are differential pressure devices, any pressure downstream of the rupture disk (bursting disc) is considered a “back pressure” and will prevent the disk from opening at its marked burst pressure. See specific details on the Code or request assistance from your local ZOOK factory-trained sales representative.
Why should I isolate relief valves from the process environment with a rupture disk (bursting disc)?
Several answers apply to this question. First, should the rupture disk (bursting disc) protecting a relief valve from the process not rupture from exposure to excess process pressures, the relief valve is maintained in a clean, pristine condition. Valve maintenance costs are, accordingly, dramatically reduced. Second, isolation of relief valves with rupture disks (bursting discs) is environmentally smart. The “bubble tight seal” of a rupture disk (bursting disc) prevents valve leak, seep, weep, and chatter.
How do I install my sensor?
Every order is supplied with Installation Instructions for proper installation. In general, the sensor is placed between the outlet flange of the holder and the downstream companion flange. For specific instructions please request the Installation Instructions for the specific product type.
Compliance
May the disk I am ordering be ASME/UD stamped?
ZOOK does perform testing to confirm flow coefficients of our products to obtain ASME/UD certification from The National Board. Please contact ZOOK sales support for a specific style, size, and specified operating media to determine if a particular disk has UD certification.
What is Section XIII of the ASME Code?
Since January 1st, 2022, the applicable ASME code section for rupture disks is Section XIII (previously Section VIII). This portion of the ASME Code applies to rupture disk (bursting disc) applications, sizing, selection, and installation for unfired pressure vessels. Other portions of the Code also address rupture disk (bursting disc) use in more diverse applications (such as nuclear applications). All qualifying ZOOK products continue to meet code requirements and are certified to the new section.
When do I require ASME “UD” stamping of my rupture disk (bursting disc)?
Since January 01, 1999 Jurisdictions that require ASME Code compliance require UD certified rupture disks (bursting discs) regardless of the application.
Ordering / Reordering
Will ZOOK help me size a disk for my application?
When it comes to sizing a disk for your application, please check out Z-Size, our web-based Rupture Disk Sizing Program. The Z-Size tool is intuitive, which saves you time and helps you eliminate errors that happen so often when sizing rupture disks. All you have to do is provide a few important values into the sizing configurator and Z-Size will automatically calculate an accurate rupture disk size for your application within minutes. If you have any more questions or need further help sizing a disk, please contact ZOOK.
What information do you need from me to reorder a rupture disk (bursting disc)?
A previous “Lot Number.” See below.
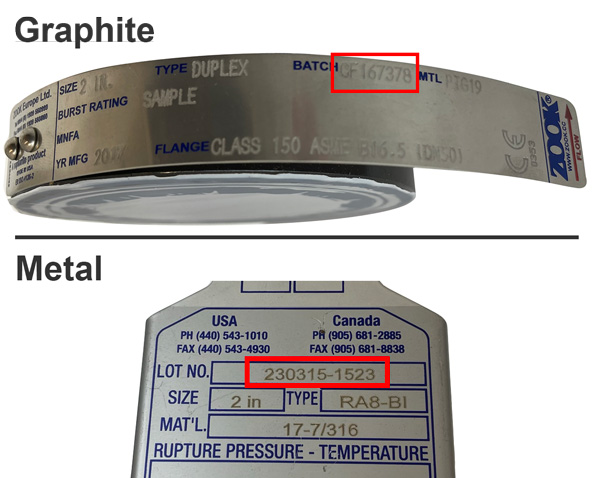
Where will I find my Lot Number?
You can locate your Lot Number on an old invoice or on the tag of the old rupture disk you are
replacing.
.